

Pagrindinis vakuuminio garinimo metodo, skirto plėvelių nusodinimui, bruožas yra didelis nusodinimo greitis. Pagrindinis purškimo metodo bruožas yra platus galimų plėvelių medžiagų pasirinkimas ir geras plėvelės sluoksnio vienodumas, tačiau nusodinimo greitis yra mažas. Joninis dengimas yra metodas, kuris apjungia šiuos du procesus.
Jonų dangos principas ir plėvelės susidarymo sąlygos
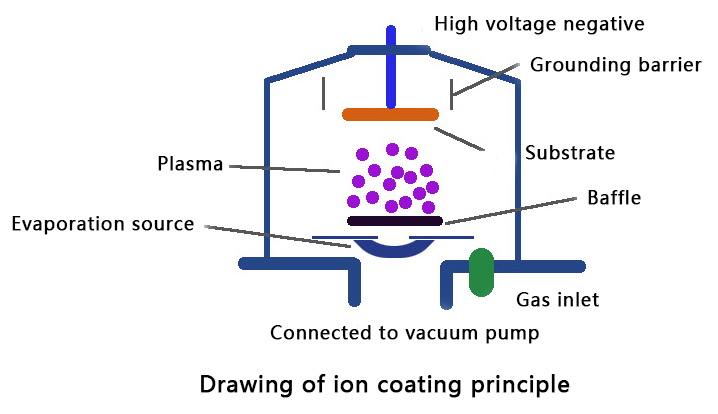
Joninio dengimo veikimo principas parodytas paveikslėlyje. Vakuuminė kamera pumpuojama iki mažesnio nei 10⁻⁸ Pa slėgio, o tada užpildoma inertinėmis dujomis (pvz., argonu) iki 0,1–1 Pa slėgio. Prijungus pagrindą prie neigiamos nuolatinės srovės iki 5 kV įtampos, tarp pagrindo ir tiglio susidaro žemo slėgio dujų rusenančiojo išlydžio plazmos zona. Inertinių dujų jonai yra greitinami elektrinio lauko ir bombarduoja pagrindo paviršių, taip išvalydami ruošinio paviršių. Užbaigus šį valymo procesą, dengimo procesas prasideda dengiamos medžiagos išgarinimu tiglyje. Išgarintos garų dalelės patenka į plazmos zoną ir susiduria su disocijuotais inertiniais teigiamais jonais ir elektronais, o kai kurios garų dalelės yra disociuojamos ir bombarduoja ruošinį ir dengiamąjį paviršių veikiant elektrinio lauko greitėjimui. Joninio dengimo procese teigiami jonai ne tik nusodinami, bet ir dulkinamas ant pagrindo, todėl plona plėvelė gali susidaryti tik tada, kai nusodinimo efektas yra didesnis nei dulkinimo efektas.
Jonų dengimo procesas, kurio metu substratas visada bombarduojamas didelės energijos jonais, yra labai švarus ir turi daug pranašumų, palyginti su purškimu ir garinimu.
(1) Stiprus sukibimas, dangos sluoksnis lengvai nenulupa.
a) Jonų dengimo procese didelis kiekis didelės energijos dalelių, susidarančių švytėjimo išlydžio metu, naudojamas katodiniam dulkinimo efektui ant pagrindo paviršiaus sukurti, dulkinant ir valant ant pagrindo paviršiaus adsorbuotas dujas ir alyvą, kad būtų išvalytas pagrindo paviršius, kol bus baigtas visas dengimo procesas.
(b) Ankstyvajame dengimo etape vyksta dulkinimas ir nusodinimas, kurie plėvelės pagrindo sąsajoje gali sudaryti pereinamąjį komponentų sluoksnį arba plėvelės medžiagos ir pagrindinės medžiagos mišinį, vadinamą „pseudodifuziniu sluoksniu“, kuris gali veiksmingai pagerinti plėvelės sukibimo savybes.
(2) Geros apgaubiamosios savybės. Viena iš priežasčių yra ta, kad dangos medžiagos atomai yra jonizuojami esant aukštam slėgiui ir kelis kartus susiduria su dujų molekulėmis, pasiekdami pagrindą, todėl dangos medžiagos jonai gali būti išsklaidyti po pagrindą. Be to, jonizuotos dangos medžiagos atomai nusėda ant pagrindo paviršiaus veikiant elektriniam laukui, todėl visas pagrindas nusėda plona plėvele, tačiau garinimo danga negali pasiekti tokio efekto.
(3) Aukšta dangos kokybė pasiekiama dėl kondensatų dulkinimosi, kurį sukelia nuolatinis nusodintos plėvelės bombardavimas teigiamais jonais, o tai pagerina dangos sluoksnio tankį.
(4) Metalines arba nemetalines medžiagas galima dengti įvairiomis dangų medžiagomis ir pagrindais.
(5) Palyginti su cheminiu garų nusodinimu (CVD), jo pagrindo temperatūra yra žemesnė, paprastai žemesnė nei 500 °C, tačiau jo sukibimo stiprumas yra visiškai panašus į cheminio garų nusodinimo plėvelių.
(6) Didelis nusodinimo greitis, greitas plėvelės susidarymas ir gali dengti plėvelių storį nuo dešimčių nanometrų iki mikronų.
Joninio dengimo trūkumai yra šie: plėvelės storio negalima tiksliai kontroliuoti; defektų koncentracija yra didelė, kai reikia dengti plonu sluoksniu; dengimo metu į paviršių pateks dujos, kurios pakeis paviršiaus savybes. Kai kuriais atvejais taip pat susidaro ertmės ir branduoliai (mažesni nei 1 nm).
Kalbant apie nusodinimo greitį, joninio dengimo metodas yra panašus į garinimo metodą. Kalbant apie plėvelės kokybę, joninio dengimo būdu gautos plėvelės yra artimos arba geresnės nei tos, kurios gaunamos dulkinimo būdu.
Įrašo laikas: 2022 m. lapkričio 8 d.