

Princip för vakuumindunstningsbeläggning
1. Utrustning och fysisk process för vakuumindunstningsbeläggning
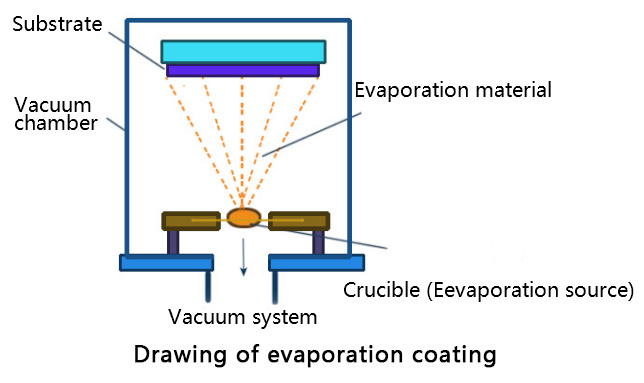
Vakuumindunstningsbeläggningsutrustningen består huvudsakligen av en vakuumkammare och ett evakueringssystem. Inuti vakuumkammaren finns en indunstningskälla (dvs. indunstningsvärmare), substrat och substratram, substratvärmare, avgassystem etc.
Beläggningsmaterialet placeras i vakuumkammarens avdunstningskälla och värms upp av avdunstningskällan under höga vakuumförhållanden för att avdunsta. När ångmolekylernas genomsnittliga fria intervall är större än vakuumkammarens linjära storlek, hindras atomerna och molekylerna i filmångan som släpps ut från avdunstningskällans yta sällan av kollisionen med andra molekyler eller atomer och når direkt ytan av substratet som ska beläggas. På grund av substratets låga temperatur kondenserar filmångpartiklarna på det och bildar en film.
För att förbättra vidhäftningen mellan avdunstningsmolekyler och substrat kan substratet aktiveras genom korrekt uppvärmning eller jonrengöring. Vakuumavdunstningsbeläggning genomgår följande fysikaliska processer från materialavdunstning, transport till avsättning i en film.
(1) Genom att använda olika sätt att omvandla andra former av energi till termisk energi, värms filmmaterialet upp för att avdunsta eller sublimera till gasformiga partiklar (atomer, molekyler eller atomkluster) med en viss mängd energi (0,1 till 0,3 eV).
(2) Gasformiga partiklar lämnar filmens yta och transporteras till substratets yta med en viss rörelsehastighet, i huvudsak utan kollision, i en rak linje.
(3) De gasformiga partiklarna som når substratets yta sammansmälter och bildar kärnor, och växer sedan till en fastfasfilm.
(4) Omorganisation eller kemisk bindning av atomerna som utgör filmen.
2. Avdunstningsuppvärmning
(1) Motståndsuppvärmningsindunstning
Motståndsuppvärmning är den enklaste och vanligaste uppvärmningsmetoden, generellt tillämplig på beläggningsmaterial med smältpunkt under 1500 ℃. Högsmältande metaller i tråd- eller plåtform (W, Mo, Ti, Ta, bornitrid, etc.) tillverkas vanligtvis i en lämplig form av förångningskälla, laddad med förångningsmaterial, genom Joule-värme från elektrisk ström för att smälta, förånga eller sublimera pläteringsmaterialet. Förångningskällans form inkluderar huvudsakligen flertrådig spiral, U-formad, sinusvåg, tunn platta, båt, koniskorg, etc. Samtidigt kräver metoden att förångningskällmaterialet har hög smältpunkt, lågt mättnadsångtryck, stabila kemiska egenskaper, inte har kemisk reaktion med beläggningsmaterialet vid hög temperatur, god värmebeständighet, liten förändring i effekttäthet, etc. Den använder hög ström genom förångningskällan för att få den att värmas upp och förånga filmmaterialet genom direkt uppvärmning, eller placera filmmaterialet i en degel gjord av grafit och vissa högtemperaturbeständiga metalloxider (såsom A202, B0) och andra material för indirekt uppvärmning för att förångas.
Motståndsvärmebeläggning med förångning har begränsningar: eldfasta metaller har lågt ångtryck, vilket är svårt att tillverka en tunn film; vissa element är lätta att bilda en legering med värmetråd; det är inte lätt att få en enhetlig sammansättning av legeringsfilmen. På grund av den enkla strukturen, det låga priset och den enkla användningen av motståndsvärmebeläggning med förångningsmetod är det en mycket vanlig tillämpning av förångningsmetoden.
(2) Elektronstråleuppvärmningsindunstning
Elektronstråleindunstning är en metod för att indunsta beläggningsmaterialet genom att bombardera det med en elektronstråle med hög energitäthet genom att placera den i en vattenkyld koppardegel. Indunstningskällan består av en elektronemissionskälla, en elektronaccelerationskraftkälla, en degel (vanligtvis en koppardegel), en magnetfältspole och en kylvattenuppsättning, etc. I denna anordning placeras det uppvärmda materialet i en vattenkyld degel, och elektronstrålen bombarderar endast en mycket liten del av materialet, medan det mesta av det återstående materialet förblir vid en mycket låg temperatur under degelns kylande effekt, vilket kan betraktas som den bombarderade delen av degeln. Således kan metoden med elektronstråleuppvärmning för indunstning undvika kontaminering mellan beläggningsmaterialet och indunstningskällan.
Strukturen hos elektronstråleförångningskällan kan delas in i tre typer: raka kanoner (Boules-kanoner), ringkanoner (elektriskt avböjda) och e-kanoner (magnetiskt avböjda). En eller flera deglar kan placeras i en förångningsanläggning, som kan förånga och deponera många olika ämnen samtidigt eller separat.
Elektronstråleförångningskällor har följande fördelar.
①Den höga stråldensiteten hos elektronstrålebombardemangsförångningskällan kan uppnå en betydligt högre energidensitet än motståndsvärmekällan, som kan förånga material med hög smältpunkt, såsom W, Mo, Al2O3, etc..
②Beläggningsmaterialet placeras i en vattenkyld koppardegel, vilket kan undvika avdunstning av avdunstningsmaterialet och reaktionen mellan dem.
③Värme kan tillföras direkt till ytan av beläggningsmaterialet, vilket gör den termiska verkningsgraden hög och förlusten av värmeledning och värmestrålning låg.
Nackdelen med elektronstråleuppvärmning och avdunstningsmetoden är att primärelektronerna från elektronkanonen och sekundärelektronerna från ytan av beläggningsmaterialet joniserar de avdunstande atomerna och kvarvarande gasmolekylerna, vilket ibland påverkar filmens kvalitet.
(3) Högfrekvent induktionsuppvärmningsindunstning
Högfrekvent induktionsuppvärmning med förångning innebär att placera degeln med beläggningsmaterial i mitten av den högfrekventa spiralspolen, så att beläggningsmaterialet genererar stark virvelström och hystereseffekt under induktion av ett högfrekvent elektromagnetiskt fält, vilket får filmskiktet att värmas upp tills det förångas och avdunstar. Förångningskällan består vanligtvis av en vattenkyld högfrekvent spole och en grafit- eller keramikdegel (magnesiumoxid, aluminiumoxid, boroxid, etc.). Högfrekventa strömförsörjningsaggregat använder en frekvens på tiotusen till flera hundra tusen Hz, ingångseffekten är flera till flera hundra kilowatt, ju mindre volymen av membranmaterialet är, desto högre induktionsfrekvens. Induktionsspolens frekvens är vanligtvis gjord av vattenkyld kopparrör.
Nackdelen med högfrekvent induktionsuppvärmning med förångning är att det inte är lätt att finjustera ingångseffekten, den har följande fördelar.
①Hög avdunstningshastighet
② Avdunstningskällans temperatur är jämn och stabil, så det är inte lätt att producera fenomenet med stänk av beläggningsdroppar, och det kan också undvika fenomenet med porer på den avsatta filmen.
③ Avdunstningskällan laddas en gång, och temperaturen är relativt lätt och enkel att kontrollera.
Publiceringstid: 28 oktober 2022