

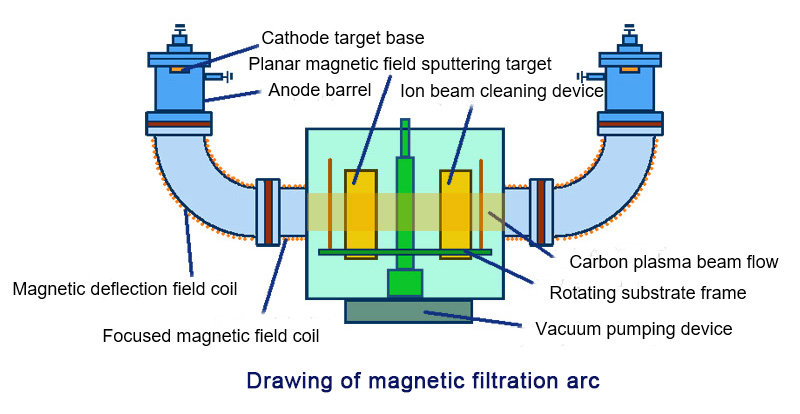
காந்த வடிகட்டுதல் சாதனத்தின் அடிப்படைக் கோட்பாடு
பிளாஸ்மா கற்றையிலுள்ள பெரிய துகள்களுக்கான காந்த வடிகட்டுதல் சாதனத்தின் வடிகட்டுதல் வழிமுறை பின்வருமாறு:
பிளாஸ்மாவிற்கும் மின்னூட்டத்தில் உள்ள பெரிய துகள்களுக்கும் இடையிலான வேறுபாட்டையும் மின்னூட்டம்-நிறை விகிதத்தையும் பயன்படுத்தி, அடி மூலக்கூறுக்கும் கேத்தோடு மேற்பரப்புக்கும் இடையில் ஒரு "தடை" (ஒரு தடுப்பு அல்லது வளைந்த குழாய் சுவர்) வைக்கப்படுகிறது, இது கேத்தோடு மற்றும் அடி மூலக்கூறுக்கு இடையில் ஒரு நேர்கோட்டில் நகரும் எந்த துகள்களையும் தடுக்கிறது, அதே நேரத்தில் அயனிகள் காந்தப்புலத்தால் திசைதிருப்பப்பட்டு "தடை" வழியாக அடி மூலக்கூறுக்கு செல்ல முடியும்.
காந்த வடிகட்டுதல் சாதனத்தின் செயல்பாட்டுக் கொள்கை
காந்தப்புலத்தில், Pe<
Pe மற்றும் Pi ஆகியவை முறையே எலக்ட்ரான்கள் மற்றும் அயனிகளின் லார்மோர் ஆரங்கள், மேலும் a என்பது காந்த வடிகட்டியின் உள் விட்டம். பிளாஸ்மாவில் உள்ள எலக்ட்ரான்கள் லோரென்ட்ஸ் விசையால் பாதிக்கப்பட்டு காந்தப்புலத்தில் அச்சில் சுழல்கின்றன, அதே நேரத்தில் லார்மோர் ஆரத்தில் உள்ள அயனிகள் மற்றும் எலக்ட்ரான்களுக்கு இடையிலான வேறுபாட்டின் காரணமாக காந்தப்புலம் அயனிகளின் கொத்துகளில் குறைவான விளைவைக் கொண்டுள்ளது. இருப்பினும், காந்த வடிகட்டி சாதனத்தின் அச்சில் எலக்ட்ரான் நகரும்போது, அதன் கவனம் மற்றும் வலுவான எதிர்மறை மின்சார புலம் காரணமாக சுழற்சி இயக்கத்திற்கான அச்சில் அயனிகளை ஈர்க்கும், மேலும் எலக்ட்ரான் வேகம் அயனியை விட அதிகமாக இருக்கும், எனவே எலக்ட்ரான் தொடர்ந்து அயனியை முன்னோக்கி இழுக்கிறது, அதே நேரத்தில் பிளாஸ்மா எப்போதும் அரை-மின்சார நடுநிலையாக இருக்கும். பெரிய துகள்கள் மின் நடுநிலையானவை அல்லது சற்று எதிர்மறையாக சார்ஜ் செய்யப்பட்டவை, மேலும் தரம் அயனிகள் மற்றும் எலக்ட்ரான்களை விட மிகப் பெரியது, அடிப்படையில் காந்தப்புலம் மற்றும் மந்தநிலையுடன் நேரியல் இயக்கத்தால் பாதிக்கப்படாது, மேலும் சாதனத்தின் உள் சுவருடன் மோதிய பிறகு வடிகட்டப்படும்.
வளைக்கும் காந்தப்புல வளைவு மற்றும் சாய்வு சறுக்கல் மற்றும் அயன்-எலக்ட்ரான் மோதல்களின் ஒருங்கிணைந்த செயல்பாட்டின் கீழ், பிளாஸ்மாவை காந்த வடிகட்டுதல் சாதனத்தில் திசைதிருப்ப முடியும். இன்று பயன்படுத்தப்படும் பொதுவான தத்துவார்த்த மாதிரிகள் மொரோசோவ் ஃப்ளக்ஸ் மாதிரி மற்றும் டேவிட்சன் ரிஜிட் ரோட்டார் மாதிரி ஆகும், அவை பின்வரும் பொதுவான அம்சத்தைக் கொண்டுள்ளன: எலக்ட்ரான்களை கண்டிப்பாக ஹெலிகல் முறையில் நகர்த்த வைக்கும் ஒரு காந்தப்புலம் உள்ளது.
காந்த வடிகட்டுதல் சாதனத்தில் பிளாஸ்மாவின் அச்சு இயக்கத்தை வழிநடத்தும் காந்தப்புலத்தின் வலிமை பின்வருமாறு இருக்க வேண்டும்:
Mi, Vo, மற்றும் Z ஆகியவை முறையே அயனி நிறை, போக்குவரத்து வேகம் மற்றும் சுமந்து செல்லும் மின்னூட்டங்களின் எண்ணிக்கை. a என்பது காந்த வடிகட்டியின் உள் விட்டம், e என்பது எலக்ட்ரான் மின்னூட்டம்.
சில உயர் ஆற்றல் அயனிகளை எலக்ட்ரான் கற்றையால் முழுமையாக பிணைக்க முடியாது என்பதை கவனத்தில் கொள்ள வேண்டும். அவை காந்த வடிகட்டியின் உள் சுவரை அடையக்கூடும், இதனால் உள் சுவரை நேர்மறை ஆற்றலில் உருவாக்குகின்றன, இது அயனிகள் உள் சுவரை தொடர்ந்து அடைவதைத் தடுக்கிறது மற்றும் பிளாஸ்மா இழப்பைக் குறைக்கிறது.
இந்த நிகழ்வின் படி, இலக்கு அயனி போக்குவரத்து செயல்திறனை மேம்படுத்த அயனிகளின் மோதலைத் தடுக்க காந்த வடிகட்டி சாதனத்தின் சுவரில் பொருத்தமான நேர்மறை சார்பு அழுத்தத்தைப் பயன்படுத்தலாம்.
காந்த வடிகட்டுதல் சாதனத்தின் வகைப்பாடு
(1) நேரியல் அமைப்பு. காந்தப்புலம் அயன் கற்றை ஓட்டத்திற்கு வழிகாட்டியாக செயல்படுகிறது, கேத்தோடு புள்ளியின் அளவையும் மேக்ரோஸ்கோபிக் துகள் கொத்துக்களின் விகிதத்தையும் குறைக்கிறது, அதே நேரத்தில் பிளாஸ்மாவிற்குள் மோதல்களைத் தீவிரப்படுத்துகிறது, நடுநிலை துகள்களை அயனிகளாக மாற்றவும் மேக்ரோஸ்கோபிக் துகள் கொத்துக்களின் எண்ணிக்கையைக் குறைக்கவும், காந்தப்புல வலிமை அதிகரிக்கும் போது பெரிய துகள்களின் எண்ணிக்கையை விரைவாகக் குறைக்கவும் செய்கிறது. வழக்கமான பல-வில் அயன் பூச்சு முறையுடன் ஒப்பிடும்போது, இந்த கட்டமைக்கப்பட்ட சாதனம் மற்ற முறைகளால் ஏற்படும் செயல்திறனில் குறிப்பிடத்தக்க குறைப்பைக் கடக்கிறது மற்றும் பெரிய துகள்களின் எண்ணிக்கையை சுமார் 60% குறைக்கும் அதே வேளையில் அடிப்படையில் நிலையான பட படிவு விகிதத்தை உறுதி செய்ய முடியும்.
(2) வளைவு வகை அமைப்பு. கட்டமைப்பு பல்வேறு வடிவங்களைக் கொண்டிருந்தாலும், அடிப்படைக் கொள்கை ஒன்றே. பிளாஸ்மா காந்தப்புலம் மற்றும் மின்சார புலத்தின் ஒருங்கிணைந்த செயல்பாட்டின் கீழ் நகர்கிறது, மேலும் காந்தப்புலம் காந்த விசைக் கோடுகளின் திசையில் இயக்கத்தைத் திசைதிருப்பாமல் பிளாஸ்மாவை கட்டுப்படுத்தவும் கட்டுப்படுத்தவும் பயன்படுத்தப்படுகிறது. மேலும் சார்ஜ் செய்யப்படாத துகள்கள் நேரியல் வழியாக நகரும் மற்றும் பிரிக்கப்படும். இந்த கட்டமைப்பு சாதனத்தால் தயாரிக்கப்பட்ட படலங்கள் அதிக கடினத்தன்மை, குறைந்த மேற்பரப்பு கடினத்தன்மை, நல்ல அடர்த்தி, சீரான தானிய அளவு மற்றும் வலுவான படல அடிப்படை ஒட்டுதல் ஆகியவற்றைக் கொண்டுள்ளன. இந்த வகை சாதனத்துடன் பூசப்பட்ட ta-C படலங்களின் மேற்பரப்பு கடினத்தன்மை 56 GPa ஐ அடைய முடியும் என்பதை XPS பகுப்பாய்வு காட்டுகிறது, எனவே வளைந்த கட்டமைப்பு சாதனம் பெரிய துகள்களை அகற்றுவதற்கு மிகவும் பரவலாகப் பயன்படுத்தப்படும் மற்றும் பயனுள்ள முறையாகும், ஆனால் இலக்கு அயனி போக்குவரத்து செயல்திறனை மேலும் மேம்படுத்த வேண்டும். 90° வளைவு காந்த வடிகட்டுதல் சாதனம் மிகவும் பரவலாகப் பயன்படுத்தப்படும் வளைந்த கட்டமைப்பு சாதனங்களில் ஒன்றாகும். Ta-C படங்களின் மேற்பரப்பு சுயவிவரத்தில் மேற்கொள்ளப்பட்ட சோதனைகள், 90° வளைவு காந்த வடிகட்டுதல் சாதனத்துடன் ஒப்பிடும்போது 360° வளைவு காந்த வடிகட்டுதல் சாதனத்தின் மேற்பரப்பு சுயவிவரம் பெரிதாக மாறாது என்பதைக் காட்டுகிறது, எனவே பெரிய துகள்களுக்கு 90° வளைவு காந்த வடிகட்டுதலின் விளைவை அடிப்படையில் அடைய முடியும். 90° வளைவு காந்த வடிகட்டுதல் சாதனம் முக்கியமாக இரண்டு வகையான கட்டமைப்புகளைக் கொண்டுள்ளது: ஒன்று வெற்றிட அறையில் வைக்கப்படும் ஒரு வளைவு சோலனாய்டு, மற்றொன்று வெற்றிட அறைக்கு வெளியே வைக்கப்படும், அவற்றுக்கிடையேயான வேறுபாடு கட்டமைப்பில் மட்டுமே உள்ளது. 90° வளைவு காந்த வடிகட்டுதல் சாதனத்தின் வேலை அழுத்தம் 10-2Pa வரிசையில் உள்ளது, மேலும் இது பூச்சு நைட்ரைடு, ஆக்சைடு, உருவமற்ற கார்பன், குறைக்கடத்தி படம் மற்றும் உலோகம் அல்லது உலோகம் அல்லாத படம் போன்ற பரந்த அளவிலான பயன்பாடுகளில் பயன்படுத்தப்படலாம்.
காந்த வடிகட்டுதல் சாதனத்தின் செயல்திறன்
சுவருடன் தொடர்ச்சியான மோதல்களில் அனைத்து பெரிய துகள்களும் இயக்க ஆற்றலை இழக்க முடியாது என்பதால், ஒரு குறிப்பிட்ட எண்ணிக்கையிலான பெரிய துகள்கள் குழாய் கடையின் வழியாக அடி மூலக்கூறை அடையும். எனவே, ஒரு நீண்ட மற்றும் குறுகிய காந்த வடிகட்டுதல் சாதனம் பெரிய துகள்களின் அதிக வடிகட்டுதல் திறனைக் கொண்டுள்ளது, ஆனால் இந்த நேரத்தில் அது இலக்கு அயனிகளின் இழப்பை அதிகரிக்கும் மற்றும் அதே நேரத்தில் கட்டமைப்பின் சிக்கலான தன்மையை அதிகரிக்கும். எனவே, காந்த வடிகட்டுதல் சாதனம் சிறந்த பெரிய துகள் அகற்றுதலையும் அயனி போக்குவரத்தின் உயர் செயல்திறனையும் கொண்டிருப்பதை உறுதி செய்வது, பல-வில் அயன் பூச்சு தொழில்நுட்பத்திற்கு உயர் செயல்திறன் கொண்ட மெல்லிய படலங்களை வைப்பதில் பரந்த பயன்பாட்டு வாய்ப்பைக் கொண்டிருக்க தேவையான முன்நிபந்தனையாகும். காந்த வடிகட்டுதல் சாதனத்தின் செயல்பாடு காந்தப்புல வலிமை, வளைவு சார்பு, இயந்திர தடுப்பு துளை, வில் மூல மின்னோட்டம் மற்றும் சார்ஜ் செய்யப்பட்ட துகள் நிகழ்வு கோணம் ஆகியவற்றால் பாதிக்கப்படுகிறது. காந்த வடிகட்டுதல் சாதனத்தின் நியாயமான அளவுருக்களை அமைப்பதன் மூலம், பெரிய துகள்களின் வடிகட்டுதல் விளைவு மற்றும் இலக்கின் அயனி பரிமாற்ற திறன் ஆகியவற்றை திறம்பட மேம்படுத்த முடியும்.
இடுகை நேரம்: நவம்பர்-08-2022